圧力トランスデューサーを使用したリークテスト
リークテストは、製品の密閉性を確認するために、出荷前に実施されることがよくあります。
リークテストを行う最も一般的な方法は、製品を密閉・加圧して、圧力計に圧力低下が現れるのを待つことです。
これは、大まかなリークをテストする場合は十分ですが、ゆっくりとしたリークを検出するには、それほど迅速でも効果的でもありません。
このアプリケーションノートでは、リークテストの基本と、リークテストを高速化し、精度を向上させる差動テストシステムの構成方法について説明します。
空気でのリークテスト(例)
空気でのリークテスト時に起こる圧力低下の基本的なパラメータの設定方法を示します。
容積が約1.6m³の物品を100kPaでリークテストして、存在するリークが1分あたり 約82mm³未満であることを確認する必要があるとします。
空気量と圧力の関係を決定するには、ボイルの法則が使用されます。
P1 V1 = P2 V2(P1 = 始動圧力、P2 = 最終圧力、V1 = 開始時体積、V2 = 終了時体積)
上記の法則を一貫して使用すれば、圧力と体積の単位はどれでも機能することに注意してください。
圧力低下テストに必要な時間を決定する方法
簡単なリークテストでは、製品にテスト圧力をかけ、時間の経過に伴う圧力の低下を観察します。
最初のステップは、100kPaの試験圧力まで加圧されたときに、製品に含まれる空気の量を計算することです。
この計算には絶対圧力を使用し、ボイルの式を次のように変形します。
V1 = (P2 V2) / P1
V1 = 圧力が加えられる前のガスの量
V2 = 1.6m³、ガスの最終容量
P1 = 14.7 psia、開始絶対圧力
P2 = 14.7 + 15 = 29.7 psia、最終絶対圧力
試験品の圧力15psigまで上げるのに必要な体積V1を求めると、次のようになります。
V1 = (29.7 10) / 14.7 = 20.20 立方インチ
では、テスト開始時に加圧された物品に20.20 Cu Inの空気が含まれている場合、漏れを確実に検出するにはどれだけの空気が漏れ出なければならないのでしょうか。
単純なリークテストでは、まず圧力の変化を記録するために使用する圧力計の精度を知る必要があります。
優れた電子圧力センサーの精度は、フルスケールで 0.25% です。
圧力センサーのフルスケールが15 psigの場合、その誤差は 0.0375 psi の圧力を表します。しかし、圧力センサーによって0.0375 psiの圧力低下が報告された場合、それは単なる誤差である可能性があります。
したがって、合格/不合格の基準には、誤差の数倍の圧力低下を指定する必要があります。
誤差の5倍は約0.2 psiの圧力になり、漏れの存在をより確実に示します。
次に、最大リーク率の仕様が 0.005 立方インチ/分の場合、圧力計が 0.2 psi の圧力降下を記録するのにどのくらいの時間がかかるかですが、これを決定するには、まず、0.2 psiの圧力変化を生み出すためにテスト対象の製品からどれだけの空気が漏れなければならないかを知る必要があります。
次のように、ここでもボイルの法則を使用します。
V2 = (P1 V1) / P2
V2 = 新しい低圧Cu Inを保持するために必要な容積
P1 = 初期圧力、29.7 psia
V1 = 初期体積 = 10.0 Cu In
P2 = 漏れ後の圧力 = 29.5 psia
V2 = (29.7 10.0) / 29.5 = 10.07 Cu In
新しい圧力(漏れなし)を保持するために必要な新しい容積は 10.07 Cu In です。容器の容積は変化していないため、漏れによって逃げた空気は 0.07 Cu In に相当します。最大許容漏れ速度が 1 分あたり 0.005 Cu In の場合、単純な圧力減衰テストを使用してこのような漏れを確認するには約 14 分かかります。
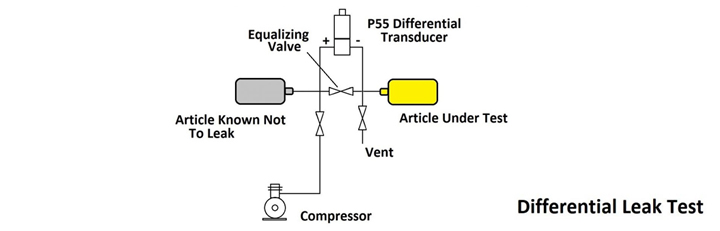
差圧法
小さな漏れ率を検出するよりよい方法は、差圧法です。
この方式では、漏れないことがわかっているものとテスト対象のものの 2 つの物品を使用します。
両方の物品に同じテスト圧力まで圧力をかけ、その後2つの物品を密閉します。
漏れないことがわかっている物品とテスト対象の物品の圧力の変化を検出するために差圧センサーを使用します。これは簡単に自動化できます。
この方法では感度の高い差圧トランスデューサーが使用され、小さな漏れ率を速く判定できます。
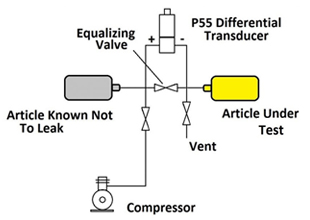 図に示すように、テストシーケンスは次のように実行されます。
図に示すように、テストシーケンスは次のように実行されます。
1 – 均等化バルブが開き、通気バルブが閉じる。
2 – コンプレッサーからの圧力バルブが開き、両方の物品がテスト圧力まで上昇する。
3 – 圧力バルブと均等化バルブが閉じられ、システムが密閉され、差圧センサーが 2つの物体間の圧力の小さな変化を記録する。
4 – 漏れを測定するのに十分な時間が経過した後、均等化バルブが開かれ、通気バルブが開かれてシステムが排気される。
単純な圧力低下テストと同様に、漏れを検出するのに必要な時間を決定するには、差圧トランスデューサーでどの程度の圧力低下を正確に観測できるかを知る必要があります。
Validyne P55 圧力トランスデューサーやDP15 圧力センサーなどの優れた低圧トランスデューサーは、フルスケール圧力 0.5 psi で、精度は 0.25% です。
前回と同様に、差圧センサーで正確に観測できる圧力降下を決定します。
フルスケールが 0.5 psi で精度が 0.25% の場合、測定の誤差はわずか 0.00125 psi です。
この誤差の 5 倍の圧力降下を許容すると、漏れを検出するには、テスト対象物の内部圧力がわずか 0.00625 psi 低下する必要があります。
これを 0.007 psi に切り上げて、次に、圧力を 0.007 psi 下げるためにテスト対象の製品からどれだけの空気が漏れなければならないかを決定します。前と同様に、ボイルの法則を使用します。
V2 = (P1 V1) / P2
V2 = 新しい低圧CuInを保持するために必要な容積
P1 = 初期圧力、29.7 psia
V1 = 初期体積 = 10.0 Cu In
P2 = 漏れ後の圧力 = 29.693 psia
V2 = (29.7 10.0) / 29.693 = 10.002 Cu In
したがって、テスト対象の製品から 0.002 Cu In 程度の空気が排出されると、漏れを確実に検出できる程度に圧力が下がります。
これにより、1 分あたり 0.005 Cu In の許容漏れ率を検出するのに 1 分もかからないので、単純な圧力低下テストに比べて、大幅に時間を節約できます。
注意事項
漏れがないことがわかっている物品は、テスト対象の物品と同一である必要があります。
空気が圧縮されるとわずかに熱くなり、両方の物品の圧力が上昇します。
2つの物品で熱が均等に放散されれば、温度上昇がテストに与える影響は少なくなります。
差圧法では、冷却のために余分な時間を割り当てる必要がありますが、これはテスト時間を大幅に延長することなく行うことができます。
絶対圧力は、ほぼ絶対温度の上昇率に応じて増加するため、温度上昇の見当がつけば、テストを完了するために許容される時間を調整できます。
また、漏れ率が最大漏れ仕様と正確に等しいことがわかっている物品を考案することも役立ちます。これを使用して、テスト システムを随時検証できます。
お問い合わせ
さらに詳しい情報が必要な場合は、お気軽にお問い合わせください。
